
22 oktober 2025
Kan vi problemløse menneskelige fejl?
Menneskelige fejl sker – det er helt naturligt. Vi kender alle til at glemme eller overse små ting i hverdagen, som f.eks. at sende en mail, huske et tjekpunkt eller krydse noget af på en liste.

Med en kombination af teoretisk forståelsen og praktisk erfaring skaber Amalie undervisning, der gør en forskel.
Kunne du lide denne historie?
Del den med andre.
22 oktober 2025
Alligevel kan vi komme til at dømme individer, når det sker på arbejdspladsen. I stedet for at fokusere på, hvem der
lavede fejlen, bør vi spørge: “Hvorfor gav det mening for personen at handle sådan?”. Fejl skal ses som tegn på
svagheder i systemet og processerne.
Når vi betragter fejl som et resultat af samspillet mellem menneskelige faktorer, kontekst og procesdesign – fremfor
at pege fingre ad individer – bliver de en kilde til læring og forbedring. Klassiske værktøjer som A3-metoden kan
være begrænsende, da disse fejl sjældent har få, testbare årsager. Derfor har arbejdet med menneskelige fejl brug
for en mere nuanceret og systemisk tilgang.
Hvad er menneskelige fejl?
Menneskelige fejl dækker over handlinger eller undladelser fra en person, der afviger fra intention, plan eller
standard - og som kan føre til en uønsket hændelse eller afvigelse.
James Reason er en af de førende forskere inden for feltet ’human error’. Han betegner menneskelige fejl som enten:
- Man udfører en handling, som man tror er rigtigt, men som viser sig at være forkert pga. misforståelse eller manglende viden.
- Man kommer ubevidst til at udføre en handling, som man ved er forkert, fx ved at glemme et trin eller overse noget, ofte pga. distraktion, træthed eller hukommelsesglip.
Fra “Hvem fejlede?” til “Hvorfor gav det mening?”
Det er et følsomt emne, og det er derfor vigtigt fra start at fastslå, at menneskelige fejl er naturlige og
uundgåelige. Det er urealistisk at forvente, at mennesker aldrig vil begå fejl, og det er derfor er en uundgåelig
del af processer med menneskelig indblanding.
Selvom menneskelige fejl er uundgåelige, skal alle afvigelser i regulerede industrier (brancher hvor aktiviteter,
produkter eller tjenester er underlagt strenge lovgivningsmæssige krav og tilsyn fra myndigheder) undersøges –
uanset om årsagen er menneskelig, teknisk eller miljømæssig. ‘Human error’ er dog ikke en tilstrækkelig forklaring i
sig selv. Hvis vi blot stempler et problem som en ‘menneskelig fejl’ uden at handle på det, afskriver vi samtidig
muligheden for at forbedre vores kvalitetssystem. I stedet skal vi se den menneskelige fejl som et symptom, mens
svagheder i processer og systemer er den egentlige årsag.
Vi ser derfor på menneskelige fejl på samme måde som med resten af Lean – med fokus på processen og systemet, ikke
personen. Menneskers handlinger påvirkes i høj grad af de omgivelser og omstændigheder, de arbejder under, og ikke
kun af individuelle valg eller intentioner. Det giver ikke værdi at placere skyld på enkeltpersoner, og det må
derfor aldrig blive en jagt på syndebukke.
Fokus på de systemiske faktorer
Vi bør fokusere på at forstå de systemiske faktorer, der muliggjorde fejlen, og hvad vi kan gøre for at minimere
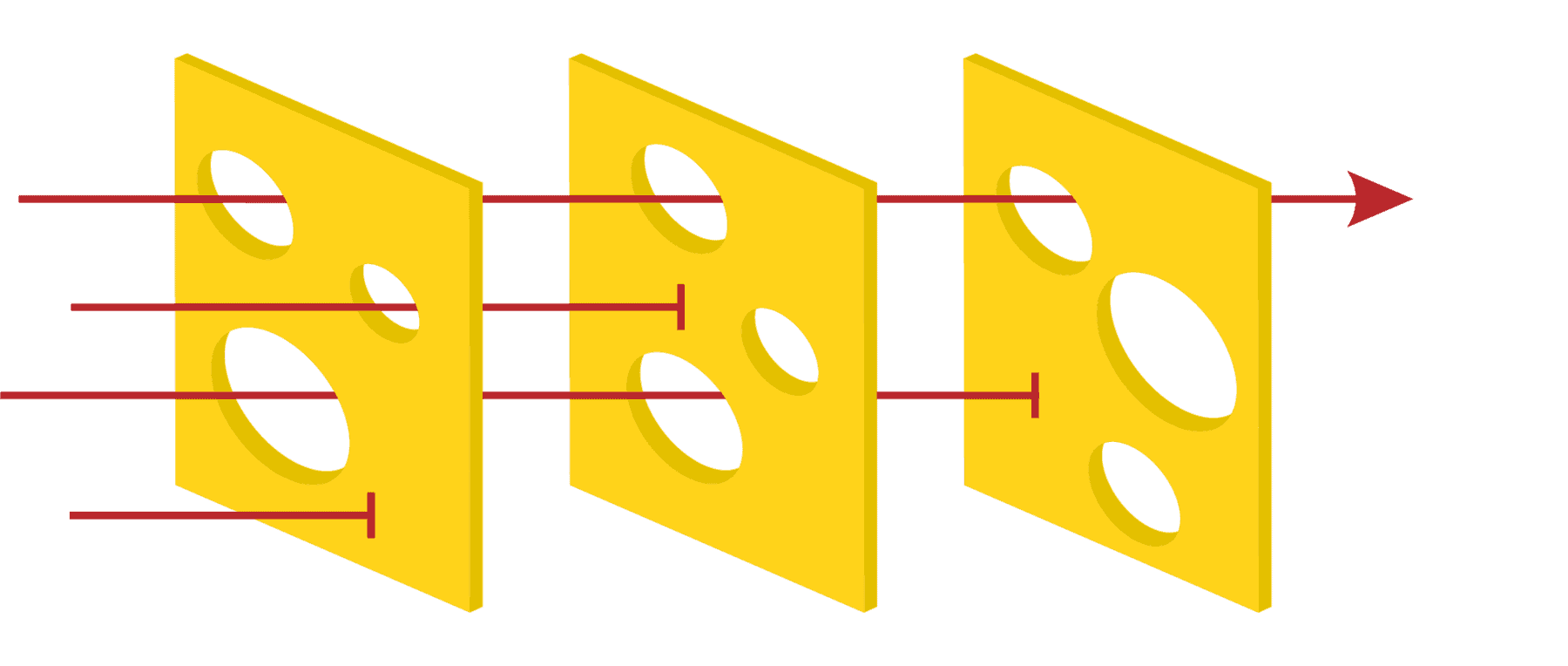
risikoen for gentagelse. ‘Swiss Cheese-modellen’ udviklet af James Reason, kan hjælpe med at illustrere dette:
Processen og systemet er repræsenteret af en schweizerost, hvor hver ‘osteskive’ repræsenterer et kontrollag i vores
processer såsom procedurer, træning, dobbeltkontrol, godkendelser, alarmer osv. Ingen af disse lag er perfekte; hver
af dem rummer svagheder, hvor fejl kan opstå, overses eller slippe igennem. Typisk bliver fejl fanget undervejs, men
der kan opstå situationer, hvor hullerne i skiverne tilfældigt ligger ‘på linje’. Når dette sker, kan en fejl bevæge
sig gennem flere lag uden at blive opdaget – og føre til en hændelse. Menneskelige fejl kan altså ske, selv i
velkontrollerede processer. Derfor bør vi interessere os for disse svagheder som en mulighed for kontinuerlig
forbedring med målet om, at processer og systemer understøtter korrekt handling i alle tænkelige situationer.
Forstå de bagvedliggende årsager
At forstå og analysere de bagvedliggende faktorer er derfor afgørende, men også komplekst, da disse ofte er mindre
håndgribelige og af mere psykologisk karakter. For at opnå et fælles sprog og en bedre forståelse af, hvordan disse
faktorer kan se ud, kan vi støtte os til modeller og teorier inden for adfærdsdesign.
Et eksempel er ‘ABCD-modellen’ (beskrevet af Pelle Guldborg Hansen & OECD, 2019), som er et diagnostisk værktøj til
at analysere og forstå faktorer, der driver og påvirker menneskelig adfærd og beslutningstagen.
ABCD står for:
A – Attention (Opmærksomhed):
Vores hukommelse og opmærksomhed har naturlige begrænsninger. Vi kan selv glemme ting,
som vi normalt gør automatisk, især når opgaven kræver, at vi husker det selv. Fx at glemme at registrere en
aflæsning, krydse et tjekpunkt af eller sende en vigtig besked.
Derudover har vi som mennesker en tendens til at overse små, men vigtige detaljer, når vi skal håndtere store
mængder information. Fx at en kritisk oplysning i et skema, en rapport eller en indkommende ordre overses,
simpelthen fordi det drukner i anden, ikke-relevant information. Vores begrænsede hukommelse og opmærksomhed
forværres, når vi forsøger at multitaske, eller hvis vi bliver forstyrrede undervejs.
B – Belief formation (Overbevisninger):
Vores beslutningstagen er i høj grad formet af tidligere erfaringer og overbevisninger. Det betyder, at vi nogle gange ignorerer information, der ikke passer med det, vi ‘plejer at gøre’, eller holder fast i fejlagtige antagelser, fordi de tidligere har ‘virket i praksis’. I situationer med usikkerhed falder vi ofte tilbage på tommelfingerregler, vaner og intuitive vurderinger. Disse heuristikker kan være nyttige, fordi de sparer tid og mental energi, men de kan også skabe grobund for fejl, når vi stoler for meget på dem. Et eksempel kan være at undervurdere vigtigheden af at kontrollere en aflæsning, krydse et punkt af i en tjekliste eller følge op på en ordre, fordi man “aldrig har oplevet problemer med netop dette” – eller at udføre en kontrol for hurtigt, fordi man forventer, at resultatet er, som det plejer at være.
C – Choice (Valgmuligheder):
Et tredje aspekt, der kan føre til fejl, er, hvordan information og valg præsenteres i praksis. Når information er utilstrækkelig, uklar eller modstridende, kan det være svært at træffe et korrekt valg. Hvis man eksempelvis skal scrolle langt ned for at finde det rigtige svar, kan det skabe tvivl eller forvirring og øge risikoen for, at handlingen udføres forkert. Det, der virker logisk for den, der har skrevet eller designet en instruktion, kan fremstå forvirrende for medarbejderen, som skal følge den.
Derudover dækker choice også over, hvad vi oplever som socialt acceptabelt, og hvordan vi ser andre handle. Vi tilpasser os ofte gruppens adfærd og normer, bevidst eller ubevidst. Det betyder, at vi kan vælge en handling, ikke fordi den er objektivt rigtig, men fordi den stemmer overens med, hvad vi tror, der forventes af os. Et eksempel kan være en medarbejder, der springer et kontrol- eller tjekpunkt over, fordi kollegerne ofte gør det samme, og kulturen signalerer, at tempo er vigtigere end grundighed. Valg bliver dermed ikke kun et spørgsmål om regler og procedurer, men også om kultur og sociale dynamikker.
D – Determination (Beslutsomhed):
Vores vilje og beslutningsevne påvirkes af motivation, pres og organisatorisk støtte. Selv når opmærksomhed og overbevisning er korrekt, kan menneskelig adfærd svigte, især når opgaverne føles komplekse, uoverskuelige eller uden synlig mening.
En faktor er mental udmattelse. Når opgaver bliver komplekse, eller man arbejder under konstant pres, kan energien hurtigt drænes. Følelsen af at være bagud eller ikke kunne følge med kan føre til, at kritiske handlinger udføres mekanisk eller overfladisk. En anden faktor er handlingsudsættelse. Når opgaver opleves som meningsløse, uklare eller med lange deadlines, prioriterer vi ofte kortsigtede eller mere synlige opgaver først. Som konsekvens kan vigtige opgaver som dokumentation, rapportering eller kontrolaktiviteter blive forsinket eller glemt.
Et sidste eksempel er indre konflikter. Når langsigtede mål, som kvalitet, sikkerhed eller overholdelse af standarder, kolliderer med umiddelbare behov, som at nå en deadline, løse akutte problemer eller opretholde tempo, vælger vi ofte den løsning, der giver hurtig gevinst her og nu. Dette kan føre til kompromiser, hvor små trin springes over for at vinde tid, selvom det går på kompromis med kvaliteten.
Generelt for denne kategori er, at man mister den vedholdenhed, der skal til for at holde standarden grundet udmattelse, fortrængning, overspringshandlinger og rationalisering.
Vi har nu et fælles sprog og en udvidet forståelse for de forskellige faktorer, der kan bidrage til menneskelige fejl. Spørgsmålet er derfor: Hvordan kan vi i praksis finde frem til, hvilke faktorer, der faktisk har spillet en rolle i en given afvigelse – og hvordan vurderer vi, hvilke af dem, der har haft størst betydning?
Hvorfor A3 ikke altid er bedst
Vi ser blandt vores kunder, at A3-metoden er det gængse værktøj til problemløsning. Metoden bygger på en struktureret tilgang, hvor man gennem dataanalyse, klar årsag–effekt-logik og hypotesetest søger at indsnævre problemet fra symptomer til én enkelt eller få hovedårsager. Dette giver struktur og et klart fokus, når vi arbejder med problemer, der har entydige og testbare årsager, som for eksempel en defekt ventil, en it-fejl eller en forkert kemisk blanding, hvor årsagen kan identificeres, verificeres og korrigeres systematisk.
Ved menneskelige fejl kan A3-metoden dog blive en begrænsning. Vi støder især på udfordringer i to dele af skabelonen: Præciseringen af problemet og årsagsanalysen.
Fra trin 1 til 2 søger vi normalt at afgrænse og præcisere problemet og skabe en klar ’tragtform’, hvor vi med data og observationer indsnævrer fra symptomer til en væsentlig bidragsyder. Ved human error er dette dog ofte udfordrende. Når vi opstarter problemløsning, har vi typisk allerede en ret klar forståelse af, hvad der er sket – for eksempel hvis en medarbejder har overset et trin i en given procedure – og de data, vi kan indsamle, bidrager sjældent til at reducere problemområdet markant. Trin 2 ændrer derfor sjældent problemformuleringen i væsentlig grad; det fungerer snarere som en mulighed for at forstå konteksten bedre gennem samtaler med medarbejdere og Gemba Walks, fremfor at identificere én ’største bidragsyder’.
Ved årsagsanalysen i trin 6 bliver det vanskeligt at opstille og verificere hypoteser, når vi arbejder med human error, af særligt to grunde: Human error opstår ofte som resultat af en kombination af flere bidragende faktorer, der påvirker hinanden. En afvigelse kan for eksempel skyldes træthed, uklare instruktioner, et forstyrrende arbejdsmiljø, tidspres og mangelfulde kontrolsystemer. Disse faktorer kan sjældent adskilles og testes uafhængigt, fordi deres indbyrdes samspil skaber fejl, snarere end én enkelt ’hovedårsag’. For det andet er mange faktorer mere psykologiske og individuelle af karakter. En bidragende årsag kan være, at medarbejderen følte sig stresset eller presset i situationen. Sådanne forhold er svære at teste eller bevise gennem klassisk hypotesetest, da de er subjektive, kontekstafhængige og dynamiske – de ændrer sig med tid, omgivelser og situation.
Med disse typer af problemer kan A3-skabelonen i sin klassiske forstand skabe frustration, da det bliver vanskeligt at være tro mod metoden og skabelonen. Det kræver en anden tilgang, der stadig giver os en standardiseret og struktureret måde at arbejde med problemløsning på, men som samtidig kan rumme naturen af disse problemer.
A3-skabelonen gentænkt
Pointen er ikke at kassere de klassiske værktøjer, men at bruge dem på en måde, der passer til de mere komplekse og ofte kvalitative årsager, som menneskelige fejl udspringer af. Lad os kigge ind i A3’en og overveje hvilke elementer, som kan tilpasses for at bidrage med værdi i problemløsning af human error.
‘Fiskebenet’ er stadig et effektivt værktøj til at kortlægge de mange faktorer, der kan bidrage til en fejl, men når vi arbejder med human error, kan det være nyttigt at tænke kategorierne lidt bredere. Eksempelvis kan ‘Materialer’ også omfatte arbejdsredskaber eller layout af arbejdsområdet, mens ‘Metoder’ kan dække arbejdsgange og instruktioner, som påvirker, hvordan medarbejdere udfører opgaver. Kategorien ‘Mennesker’ bør ikke kun fokusere på træning og færdigheder, men også inddrage psykologiske og adfærdsmæssige faktorer, som kan analyseres gennem ABCD-perspektivet: ‘Attention’ (Opmærksomhed), ‘Belief formation’ (Overbevisninger), ‘Choices’ (Valg) og ‘Determination’ (Beslutsomhed).
Når de mulige årsager er kortlagt, skal vi indsnævre billedet og forstå, hvilke faktorer, der reelt har haft betydning for problemet. Som beskrevet ovenfor, kan arbejdet her blive udfordrende, hvis vi forventer at kunne isolere og af- eller bekræfte hypoteser med objektive hypotesetest. I stedet må vi ofte analysere, fortolke og lære gennem kvalitative metoder, som giver mulighed for at opdage skjulte eller kontekstuelle faktorer, der ikke umiddelbart kan fanges i data og grafer. De kan bruges både til at teste identificerede årsager efter fiskebenet eller indledende i problemløsningen for at få en bedre forståelse af problemet.
Eksempler på brugbare metoder er:
‘Humble inquiry eller undersøgende interviews handler om at stille åbne og nysgerrige spørgsmål med det formål at forstå en andens oplevelse – ikke at få bekræftet egne antagelser. Samtaler om fejl kræver et trygt rum, hvor medarbejderen føler sig hørt og ikke dømt. I stedet for at spørge “Hvorfor fulgte du ikke proceduren?” kan man spørge: “Hvordan greb du situationen an, og hvad gjorde det udfordrende at følge processen?”. Denne tilgang fremmer refleksion og ærlige svar. Det kræver aktiv lytning, tålmodighed og en oprigtig interesse i at forstå frem for at evaluere.
Observationer i praksis (Gemba Walks) handler om at forstå arbejdet dér, hvor det faktisk udføres – ‘at gå til gemba’. Formålet er at få en praktisk forståelse af den kontekst, som arbejdet udføres i og for at opdage de faktorer, der kan have bidraget til fejlen. Når vi bevæger os ud i praksis, får vi øje på det, der sjældent fremgår af dokumenter eller mødelokaler: Hvordan omgivelserne, arbejdspresset, samarbejdet og det fysiske layout faktisk påvirker adfærden. Det kan være små, men betydningsfulde observationer – distraktioner fra støj, skærme, forstyrrelser, uklare instruktioner hængende på væggen, eller et arbejdsområde, hvor det fysiske layout gør det svært at følge proceduren korrekt.
Proceskonfirmering handler om at sammenligne den skrevne proces – fx en arbejdsinstruktion eller standardprocedure – med den måde, arbejdet faktisk udføres på i praksis. Formålet er at undersøge, om der er forskel mellem det beskrevne og det, der sker i virkeligheden, og at forstå, hvorfor de eventuelt ikke stemmer overens. I mange organisationer opstår der med tiden små afvigelser mellem “det, vi siger, vi gør”, og “det, vi rent faktisk gør”. Dette kan skyldes, at proceduren er for kompleks, ikke afspejler de praktiske realiteter, eller at medarbejderne har fundet smartere måder at få arbejdet til at glide på. Disse uformelle tilpasninger eller ‘smuthuller’ er sjældent udtryk for modvilje, men for menneskets naturlige evne til at kompensere for uhensigtsmæssigheder. Man følger processen i praksis sammen med medarbejderen med den skrevne instruktion i hånden, og efterfølgende har man en dialog om, hvad der giver mening, og hvad der ikke gør.
Selvom human error sjældent lader sig teste på klassisk, kvantitativ vis, kan det være værd at gentænke, hvordan vi sætter ’test’ op for at forstå fejl mere systematisk. Ønsker vi – trods menneskelige fejls komplekse og ofte kvalitative karakter – at afprøve hypoteser og indsnævre årsager mere struktureret, kan vi lade os inspirere af Six Sigma-værktøjskassen, og særligt målesystemsanalyse (MSA). MSA bruges traditionelt til at vurdere pålideligheden af et målesystem – altså hvor meget variation, der skyldes selve målingen fremfor det, der måles på. Dette princip kan overføres til en human faktor-kontekst. Hvis vi betragter forståelsen af en arbejdsbeskrivelse som et måleobjekt og medarbejdernes fortolkning som ’målerne’, kan MSA-principperne hjælpe os med at kvantificere, hvor ensartet en procedure faktisk forstås og anvendes. Eksempelvis kan flere medarbejdere blive bedt om at beskrive eller udføre den samme opgave ud fra identisk instruktion. Hvis der opstår markant variation i, hvordan de tolker og udfører arbejdet, indikerer det, at vores ’målesystem’ – altså selve arbejdsbeskrivelsen – ikke er robust. Ved at analysere denne variation kan vi identificere, om årsagen ligger i instruktionens klarhed, i træningen eller i de individuelle forudsætninger. På den måde bliver MSA et kvantitativt supplement til de kvalitative metoder som observation og interviews – et værktøj, der kan gøre noget så abstrakt som manglende fælles forståelse mere synligt og målbart.
Når vi har en bedre forståelse af, hvilke faktorer, der har være med til at skabe fejlen, kan vi benytte ‘5 x Why’ (‘5 x Hvorfor’) til at illustrere og forstå sammenhængene. Det kan være fordelagtigt at anvende et årsagstræ eller en udvidet 5 x Why-struktur (nærmere en ‘5 x 5 Why’) fremfor én lineær årsagssammenhæng, så vi bedst muligt kan visualisere samspillet mellem flere bagvedliggende faktorer.
Tilsammen peger dette på, at vi kan gentænke klassiske problemløsningsværktøjer som A3, når vi arbejder med menneskelige fejl. På trods af at problemerne er mere komplekse i deres natur, kræver de sjældent alle 8 trin i A3’en for at kunne blive løst. Vi behøver typisk ikke omfattende dataindsamling og analyse før, at vi er klar til at brainstorme med et fiskeben. I stedet kan vi vælge at adaptere A3-brugen, så vi koncentrerer os om de trin, der reelt skaber ny indsigt i problemløsningen, mens andre trin enten får mindre fokus eller helt springes over, hvis den nødvendige viden allerede er til stede. Alternativt kan vi tage 3C-modellen (Concern, Cause, Countermeasure) i brug. Den tilbyder større fleksibilitet, fordi man frit kan kombinere og anvende forskellige værktøjer inden for hvert C – eksempelvis kvalitative observationer, interviews, MSA eller P-FMEA – på en måde, der passer til det konkrete problem. Modellen er enkel og kompakt, hvilket gør det muligt hurtigt at gå fra et observeret problem i Concern til at starte en årsagsanalyse med et fiskeben i Cause, uden først at skulle følge alle de tidligere trin slavisk. Dette gør 3C særligt velegnet, når human error ofte kan adresseres effektivt med færre og mere målrettede skridt.
En proaktiv tilgang
Det, vi beskriver ovenfor, er primært en reaktiv tilgang – altså hvordan vi kan analysere og lære af fejl, efter at de er opstået. Samtidig kan de samme principper også anvendes proaktivt for at forebygge fejl, før de sker. Et andet værktøj fra Six Sigma-værktøjskassen, som kan anvendes mere proaktivt, er P-FMEA (Failure Mode and Effects Analysis). Hvor MSA kan bruges til at teste og kvantificere variation i forståelse, hjælper P-FMEA os med systematisk at forudse, hvor og hvordan fejl kan opstå i en proces – og vurdere, hvilke af dem der har størst risiko for at påvirke kvalitet, sikkerhed eller drift. Når vi inddrager et human error-perspektiv i P-FMEA, flytter fokus sig fra rent tekniske svigt til også at omfatte menneskelige og organisatoriske fejlmekanismer. Det kan for eksempel handle om instruktioner, der kan misforstås, arbejdsgange, der skaber kognitiv belastning, eller processer, hvor distraktioner øger sandsynligheden for fejl. Ved at lade medarbejdere deltage aktivt i analysen kan vi identificere, hvor sandsynligt det er, at en fejl opstår (occurrence), hvor alvorlig konsekvensen er (severity), og hvor let den opdages (detection)
Et konkret eksempel på en organisation, der arbejder systematisk og proaktivt med at forstå og forebygge menneskelige fejl, er NASA. De anvender blandt andet værktøjer som NASA Modified System Usability Scale (NMSUS). Formålet er at finde de design- og systemfaktorer, der kan øge risikoen for fejl – og at udvikle systemer, som i stedet hjælper medarbejderne med at gøre det rigtige. NASA kombinerer spørgeskemaer, observationer og feedback fra medarbejdere for at vurdere, hvordan arbejdsmiljø, brugervenlighed og kognitive krav påvirker præstationen. På den måde kan potentielle fejl og misforståelser opdages og forebygges allerede tidligt i processen – før de får konsekvenser i praksis. Selvom NASA’s tilgang er udviklet til meget komplekse og tekniske miljøer, kan principperne nemt overføres til andre brancher: Det handler om at inddrage medarbejderne aktivt i at pege på svagheder og risici – og bruge den viden systematisk til at forbedre processer og systemer, så vi forebygger fejl, før de sker.
Hvordan vi kan minimere disse typer af fejl
Når vi har analyseret og forstået årsagerne til menneskelige fejl, er næste skridt at reducere risikoen for, at de opstår igen. Som Swiss Cheese-modellen foreskriver, vil der med manuelle processer være en risiko for fejl, men vi kan arbejde på at minimere hullerne i osten.
Den mest effektive måde at forebygge fejl på er at designe processer, hvor de slet ikke kan opstå – det, man i Lean kalder poka yoke eller fejlsikring. Idealet er, at vi skaber systemer, hvor det er umuligt at producere en fejl, fordi processen fysisk, digitalt eller logisk forhindrer det. I praksis er det dog ikke altid muligt – enten fordi løsningen bliver for omkostningstung i forhold til fejlens hyppighed og konsekvens, fordi teknologien ikke tillader det, eller fordi opgaven kræver menneskelig vurdering. I de tilfælde skal vores fokus endnu være at forbedre processen. Det kan vi blandt andet gøre gennem nudging og adfærdsdesign. Målet er at skabe processer og systemer, hvor det er nemt at udføre opgaven korrekt og samtidigt svært at gøre det forkert.
Perspektiver og fremtidige muligheder i håndteringen af menneskelige fejl
Håndtering af menneskelige fejl kræver både, at vi tilpasser eksisterende værktøjer og udvikler nye metoder, så vi kan analysere og reducere fejl uden at behandle alle problemer ens. Vi skal blandt andet kombinere traditionelle teknikker med adfærdsdesign og kvalitative metoder for at få indsigt i de bagvedliggende årsager og styrke vores problemløsningsarbejde.
Området er stadig under udvikling, og der findes endnu ingen universel standard eller best practice for, hvordan disse typer problemer bedst håndteres. Det gør feltet åbent for debat og giver en mulighed for at eksperimentere, lære af erfaringer og udvikle mere effektive tilgange fremover. Vi ser virksomheder komme op med egne skabeloner og metoder til at håndtere human error, der tegner på, at behovet er der. Vi er derfor meget nysgerrige på at høre jeres erfaringer med området samt, om der er vigtige pointer, vi ikke har berørt i denne artikel?
Relateret læsning
Vil du læse mere? Vi har samlet et par artikler, der måske kan inspirere dig i dit videre forbedringsarbejde.

A3 Problemløsning med Six Sigma
Kion Schmeltzer

Kunsten at vælge det rette værktøj
Allan B. Rix
Bliv inspireret
LA Library
Her finder du en samlet oversigt over artikler og cases, som på forskellig vis belyser arbejdet med Lean, løbende forbedringer og udvikling i praksis.
- LA Library
- Kvalitetssikring og data-analyse
- Lean ledelse og coaching
- Løbende forbedringer
- Procesoptimering
- Standardisering og træning
- Strategi og målnedbrydning

Kaizen Event – skab hurtige forbedringer med en fokuseret Lean workshop
Morten Friis Jacobsen
Når undervisningen flytter op på væggen
Morten Friis Jacobsen

Fra hverdag til forbedringskultur hos Queen
Henrik Schalech

Når vækst kræver mere end flere kvadratmeter
Allan B. Rix

Gage R&R – målesystemanalyse for kontinuerte data
Kion Schmeltzer
Målesystemanalyse med kategoriske data
Kion Schmeltzer

Hvad er MSA?
Kion Schmeltzer

Six Sigma-shiftet
Kion Schmeltzer

Den grundlæggende årsag til spild
Henrik Schalech
Kan vi problemløse menneskelige fejl?
Amalie Khiljee

Fra træning til millionbesparelser
Morten Friis Jacobsen

Lean som løftestang
Henrik Schalech

Kommunikér forandring med PIR
Amalie Khiljee

Lean kommunikation – eliminér spild i kommunikation
Amalie Khiljee

Just in Time
Morten Friis Jacobsen

Fem trin til succes med Lean i hverdagen
Henrik Schalech

Forandringsledelse og organisatorisk forankring med ADKAR
Pernille Landbo

Lean og Bæredygtighed – en integreret tilgang
Henrik Schalech

Måling af medarbejdertilfredshed
Henrik Schalech

Kulturændring
Ann Møller Svendsen

Lean Ledelse
Ann Møller Svendsen

Styrk din Bæredygtighedsindsats med Lean
Henrik Schalech

Lean understøtter vækstrejsen
Allan B. Rix

Kunsten at følge en standard
Allan B. Rix

AI og Six Sigma i fremtidens optimeringsarbejde
Kion Schmeltzer
A3 Problemløsning med Six Sigma
Kion Schmeltzer
Målstyring – enkelt og effektivt
Ann Møller Svendsen

Vejledning til VSA – administration
Ann Møller Svendsen

Vejledning til VSA – produktion
Ann Møller Svendsen

Værdistrømsanalyse (VSA) i produktion
Morten Friis Jacobsen

Hvad er Kaizen?
Morten Friis Jacobsen

Tillidsbaseret Lean
Ann Møller Svendsen

Lean Virksomhed
Ann Møller Svendsen

Coaching og GROW-modellen
Henrik Schalech
Kunsten at vælge det rette værktøj
Allan B. Rix

Lean Startup
Amalie Khiljee

Toyota Kata som Kaizen Blitz
Morten Friis Jacobsen

Coop implementerer TWI og TTT
Pernille Landbo

Flow i et DMAIC projekt
Kion Schmeltzer

Quality Function Deployment (QFD)
Kion Schmeltzer
Failure Mode Effect Analysis (FMEA)
Kion Schmeltzer

Lean forbedringsprojekt hos Jern og Glas
Kurt Hansen
Lean med Morten Münster
Ann Møller Svendsen
Skab forståelse for Lean forandringen
Pernille Landbo

Leader Standard Work
Ann Møller Svendsen
Når 5S bliver til mere end bare oprydning
Ann Møller Svendsen
Hvad er 5S?
Ann Møller Svendsen

Lean kan løfte bæredygtighed
Henrik Schalech

Agile Scrum – introduktion til metoden
Morten Friis Jacobsen
Forandringsledelse – hvordan skaber vi en succesfuld forandring?
Pernille Landbo
SIPOC – hvad er det?
Kion Schmeltzer

Hvorfor måle CO2 aftryk?
Henrik Schalech
Fastholdelse af TWI Jobinstruktion
Allan B. Rix

Hvad er TWI?
Allan B. Rix
Grøn omstilling med Lean
Henrik Schalech

Hvad er Lean Ledelse?
Pernille Landbo

Lean hos HORN Bordplader
Henrik Schalech
Hvad er Toyota Kata?
Morten Friis Jacobsen
Six Sigma eller Lean – eller Lean Six Sigma?
Kion Schmeltzer
Hvad er Six Sigma?
Kion Schmeltzer
Hvad er Lean?
Morten Friis Jacobsen

Toyota Kata hos Carletti
Morten Friis Jacobsen
